Common Engineering Concrete Mixing Plants
Features of high performance engineering type concrete batching plant:Powder, water, admixtures and aggregates are used coarse and fine measuring sensor;Electrical components using France Schneider Brand and China's first brand Chint combination, the quality is more stable; Pneumatic components use Taiwan AIRTAC brand.China Small Concrete Batching Plant Machine,Ready Mixedconcrete Batching Plant Machine supplier & manufacturer, offer low price, high quality Concrete Plant Automation,Small Concrete Batching Plant, etc.
The pl series batching machine used in this product consists of a feeding mechanism, a weighing system, an electrical control system and other components. The structure of the batching machine is arranged in a "good" shape, which is conveyed by a belt conveyor and weighed by a plurality of sensors for accurate measurement.
This product(concrete batching plant) is equipped with the storage, batching, conveying, stirring, control and other devices of various raw materials required for precast concrete, and various aggregates, powders, admixtures, water, etc. A complete set of equipment for supplying concrete in a concentrated manner than by a mixer.
Small Concrete Batching Plant Machine,Ready Mixedconcrete Batching Plant Machine,Concrete Plant Automation,Small Concrete Batching Plant Shandong Zeyu Heavy Industry Science and Technology Co.,Ltd. , https://www.zeyuconcretemachine.com
I. "Separation of factory and network" put forward higher requirements for coordinated control of boilers
With the continuous increase of large-capacity generating units and the increasing automation of power dispatching, it is required that large-capacity generating units must be operated in automatic generation control (AGC) mode, which puts forward new requirements for power plant unit coordinated control systems. For the generator set, it is expected that the controlled parameter should not be subject to large fluctuations to ensure the safe operation of the unit, that is, stability should be given priority; for the power grid, in order to maintain the quality of the power supply system and overcome the impact of random load changes on the power grid, The rapidity of the generator load response should be given priority. In order to meet the requirements of the power grid, the thermal power unit usually uses the heat storage of the boiler and the rapidity of the steam turbine, and quickly changes the measures such as the regulating gate of the steam turbine and the fuel amount of the boiler to improve the load response capability of the unit to the power grid. As the thermal storage capacity of the boiler is limited and the dynamic process lags behind, this will inevitably cause major changes in the main steam pressure, negative pressure, drum level, temperature, etc., resulting in unstable factors, affecting the safety and economic operation of the unit, which is in actual production. None of them are allowed. In order to reasonably solve the above-mentioned contradictions and problems, it is first necessary to study the operating characteristics, operating modes, and dynamic characteristics of the boiler. On this basis, find a solution. After analysis, we found that the factors affecting the coordination quality of the furnace and the response performance of the unit load change mainly include the following aspects:
(1) Delay characteristics of boiler response load changes. The time required to change from the change of the fuel quantity to the start of the steam flow rate, ie, the delay time of steam production, is generally about 1 min for the intermediate silo type pulverizing system. The direct blowing type pulverizing system has a slightly longer pure delay time, about (1). ~2)min, which is the main reason that affects the unit load response speed.
(2) Effect of operating mode. When the unit runs in the sliding pressure stage, the unit must raise the pressure when it is under load, which is not conducive to the use of the boiler heat storage, and affects the load rate; when the unit is operating in the moment pressure stage of the constant pressure operation mode or the sliding pressure operation mode. In the process of load change, since the change of boiler heat storage is not involved, the load response speed of the unit is better than the sliding pressure operation.
(3) The effective control of the main parameters of the unit. The normal realization of the coordinated control function of the boiler depends largely on the reliable control of the main and auxiliary equipments. Only in various regulating subsystems such as water supply regulation, air supply regulation, fuel regulation, temperature regulation, steam turbine regulation and other systems can When the normal investment is reliable, the coordinated control system of the boiler can be put into operation and then participate in the load adjustment of the power grid.
At present, most domestic 200MW or more unit units adopt DCS and take Coordinated Control System (CCS) as the core. The coordination and control strategy should be optimized according to different conditions and specific performance characteristics of the furnace equipment, and a coordinated control system with advanced structure and complete functions should be designed.
Second, the energy balance signal and direct energy balance control strategy
2.1 Direct Energy Balance Control System
The basic starting point for coordinating control methods is to enable the machines and furnaces to cooperate closely to meet the needs of changes in the load of the power grid and ensure the safe and stable operation of the units. Due to the large differences in the dynamic characteristics of boilers and steam turbines, boilers change their combustion rate to main steam pressure and power changes are slow, large-inertia slow processes, while steam turbines change from regulating gates to main steam pressure and power changes. In a fast process, direct energy balance (DEB) is a typical coordinated control and control strategy.
DEB is the first proposed by MAX. Its basic starting point is that the boiler combustion rate control and regulating mechanism and the steam turbine inlet control valve control simultaneously and simultaneously to adjust the power of the unit and the main steam pressure so that the energy required by the steam turbine and the input energy of the boiler can be maintained at any time. balance. The design of the early DEB system was not reasonable for the selection of feedback signals for the boiler and steam turbine. The feed rate of the boiler used for the boiler represented the combustion rate as a feedback signal, and the valve position of the turbine used as a feedback signal. After being improved, the boiler heat signal is used as the feedback signal of the boiler command, and the steam turbine is used as the feedback signal of the turbine steam inlet tuning after the first stage of the steam turbine pressure P1.
The typical expression of the heat signal is: 
In the formula: FSQ is the heat signal, Fa is the main steam flow, Pd is the steam drum pressure, and Cd is the heat storage coefficient.
In the early DEB system, the proportional differential signal of the power command was taken as the feedforward signal of the boiler load command, and then changed to the feedforward signal of the boiler load command after the energy balance signal plus dynamic compensation. A typical energy balance signal can be expressed as: ![]() In the formula: P1 is the first stage after turbine pressure, PT is the main steam pressure, PTS is the main steam pressure setting value.
In the formula: P1 is the first stage after turbine pressure, PT is the main steam pressure, PTS is the main steam pressure setting value.
Analyzing the control process of the unit, we can see that the power instruction only shows the load requirements of the power grid to the unit, and the energy balance signal reflects the energy demand of the steam turbine for the boiler, which makes the dynamic connection between the machine and the furnace more direct. With DEB/400, if the energy balance signal is used as the boiler load command and the dynamic compensation is appropriate, and the boiler control uses the heat signal as the feedback, the steady state has the following relationship: ![]()
Since P1 is proportional to the main steam flow, Pt=PTS must be in steady state. In this way, the main steam pressure regulator can be eliminated, the system can be simplified, and the control quality may be more stable.
2.2 Dynamic Compensation and Commissioning of Typical Direct Energy Balance Control Strategies
A typical DEB structure is shown in Figure 1. The boiler load control command determined by the DEB/400 control strategy cancels the feedback regulation of the main steam pressure PT and adds “dynamic compensation†consisting of differential feedforward. 
Figure 1 shows the boiler master load command BD[1, 2]: 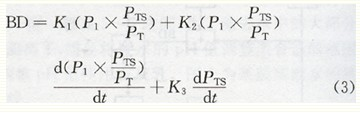
This kind of DEB system structure has many feed forward compensation links. The second item of formula (3) indicates that the boiler heat storage needs to be supplemented when the power of the turbine changes, and the third item indicates that the boiler heat storage needs to be supplemented when the set value of the main steam pressure changes. Heat [1]. The BD of the boiler control command in the 3 items needs to dynamically set its parameters [1, 2] on site. The disadvantage of this DEB scheme is that when the unit operating conditions (such as load, pressure, coal, etc.) change greatly, the robustness of the control is not as good as the feedback control.
2.3 Heat signal and its setting
The heat signal is one of the core and design basis of the DEB system. The heat signal must also be set in the field, mainly to determine the heat storage coefficient Cd and differential time of the steam drum. The method is to step on and off the steam turbine to adjust the door when the power of the unit and the main steam pressure are stable and there is no disturbance. Record the change curve of the pressure of the steam drum and estimate the Cd and derivative time. After the initial setting of the two parameters, it is necessary to modify the test several times in the process of changing the load of the unit and changing the main steam pressure.
At different loads and pressure points, the time constants of the heat storage coefficient and steam drum pressure curve are not constant. In addition, there is an error in the Cd calculated by testing. After coordination and control investment, a long-time adjustment test should be performed within the entire load range (general requirements (50% to 100%) Pe) so that the heat signal and the energy balance signal can be well matched to improve the control quality.
Third, the control strategy of combining energy balance signal with main steam pressure regulation
According to the actual conditions of the actual unit, based on the full understanding of the advantages and disadvantages of various coordinated control strategies, a coordinated control system for the furnace with energy balance signal and main steam pressure regulation was designed. The structure is shown in Figure 2. The main features of this control system are: 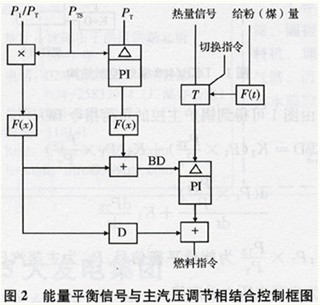
(1) The energy balance signal represents the energy demand from the steam turbine to the boiler. The correct ratio relationship between the steam turbine load and the turbine governor is established and is not affected by the boiler-side disturbance. Energy balance signals can quickly reflect changes in unit load (energy demand changes), so the system uses energy balance signals as a feedforward control for the boiler master station.
The main steam pressure regulation is the main method of the traditional "boiler tracking" control. Although the delay is relatively large, it has obvious advantages in eliminating boiler internal disturbances and stabilizing the main steam pressure. It is also good in stability and robustness. The system uses the main steam pressure as a correction signal to compensate for the matching error between the energy balance signal and the heat signal, and uses the coefficient (or function) to adjust the weight of the main steam pressure adjustment signal in the output of the boiler control station, thereby regulating effect.
(2) In the fuel control loop, in addition to designing the heat signal as the feedback signal, the amount of powder (coal) is also designed (feeding the powder machine or coal feeder through a first order inertial transformation) as the feedback signal, and can be switched to each other . The heat signal needs more tests and setting work. When the on-site conditions are not available, it can be switched to give the powder (coal) quantity as the fuel main control feedback signal.
(3) Because of the combination of feedback and feedforward control strategies, the requirements for thermal signals and energy balance signals are reduced, thus simplifying the commissioning method and reducing the workload.
IV. Engineering application of control strategy combined with energy balance signal and main steam pressure regulation
A 2 × 300 MW unit of a power plant (intermediate silo type pulverizing system) was randomized and started up through on-line setting under the condition that no special test was arranged. The operational stability and control quality after the operation were satisfactory. Fig. 3 is the record curve of a variable load under the condition that the unit coordinated control system is put into operation. 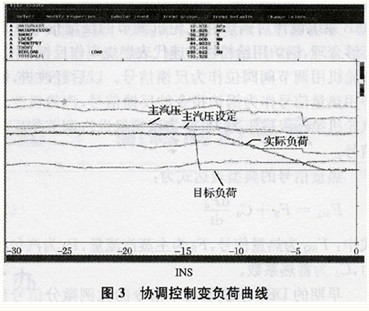
Control Strategy of Combining Energy Balance and Main Steam Pressure Regulation Applied in Machine-furnace Coordination Control
The application of a decentralized control system (DCS) has increased the automation level of thermal power plants, and has also promoted the development of coordinated control of gas turbines, resulting in numerous control strategies and control algorithms. Different control strategies and algorithms have their own unique advantages, and they also have limitations or deficiencies. Therefore, in practical applications, different control algorithms should be flexibly selected according to the characteristics of specific units (boilers, steam turbines) and operating conditions, and improved or optimized combination of applications should be adopted to design an effective and practical machine-furnace coordination control system. Unit operation stability (safety) and ability to adapt to load changes.